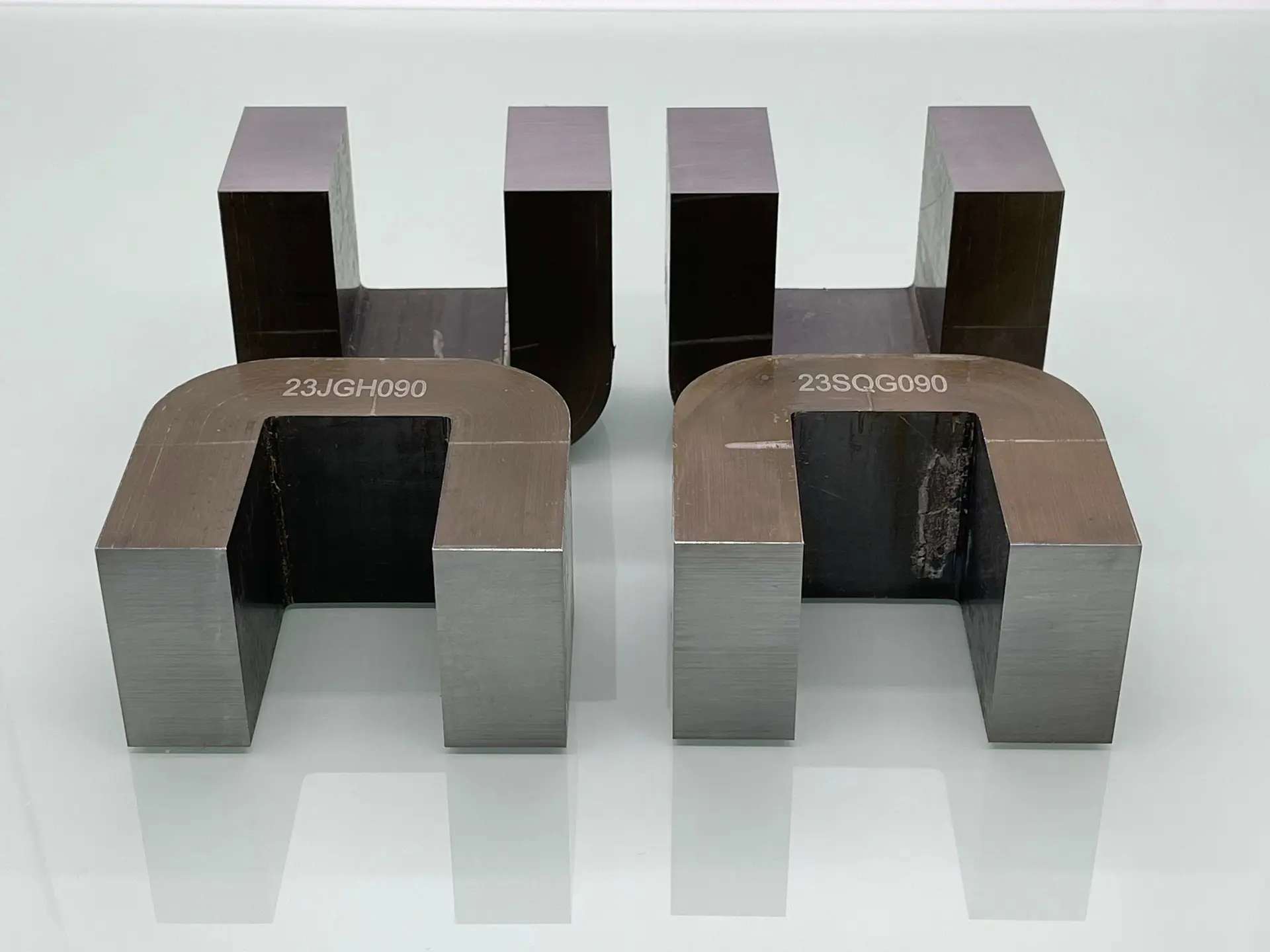
Comparison of amorphous and Nanocrystalline Alloys
Nanocrystalline technology innovation with the rapid development of wireless charging
by:Transmart
2022-08-02
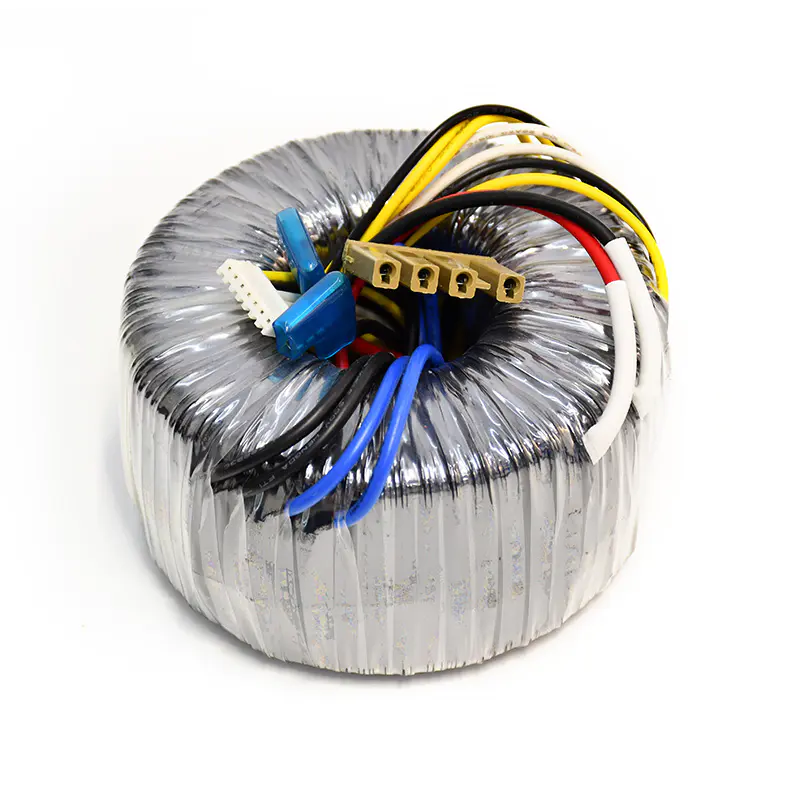
With the rapid development of wireless charging, many industries such as smart phones, smart wearable devices, smart home systems, and new energy vehicles are now blooming more and more, and the sales market of 100 billion yuan is once again blowing up. However, there are many difficulties in wireless charging, which also cause headaches for the personnel in the manufacturing industry. The entire industry chain has developed towards the five levels of simplicity, fast charging, temperature control, intelligence, and playability.
Recently, mobile phone manufacturers such as Huawei mobile phones have increased the output power of wireless network wireless charging to 15W, which has greatly encouraged the entire manufacturing industry. To maintain power wireless charging, wireless charging practitioners are facing many challenges at this stage, including: high conversion efficiency in the middle of electromagnetic induction, tighter and tighter magnetic coupling, magnetic interference, thermoelectric effect, part correction, and load adjustment. This will cause several problems such as the inability to point the charging part of the battery for wireless charging, the high efficiency of battery charging conversion, and the long charging time of the battery. As one of the important components of wireless charging technology, it can improve the magnetic induction electromagnetic field and shield the electromagnetic coil interference in wireless charging equipment. The regulations are higher.
Although cross-generational products attract attention, the quirkiness and fun are not the key to gaining the sales market. In the end, customers still care about feelings. Although wireless network wireless charging can improve the importance of customer experience, it also has the problem of slow battery charging, so there is an urgent need to improve battery charging output power. However, the traditional ferrite core material has a serious problem of overheating in wireless charging, and the charging requirements of power batteries cannot be considered for a long time. In comparison, nanocrystalline raw materials contain a variety of possibilities and have great potential for application and development in wireless charging in the future. Therefore, in the wireless charging application and the RX module design scheme, the advantages of nanocrystalline raw materials are presented incisively and vividly.
Nanocrystalline raw materials have high saturation state magnetic induction (), magnetic permeability>800,
High frequency loss under high magnetic induction, various excellent comprehensive magnetic energy, is the best raw material for comprehensive energy on the market at this stage. Nowadays, nanocrystalline can excel in the detection of various important parameters of magnetic materials by virtue of its advantages, and gradually replace ferrite cores and become the new choice of many wireless charging manufacturers. According to statistics, the saturation state magnetic induction of amorphous Nano-M-Sheet is much higher than that of ferrite cores, and its anti-saturation state working ability is much higher than that of ferrite cores. The magnetic induction intensity of Nano-M-Sheet raw materials does not change greatly with temperature, it is not easy to be in a state of magnetic saturation, and the temperature reliability is better than that of ferrite cores.
In addition to the aluminum alloy amorphous strip, the Nano-M-Sheet raw material has the characteristics of high saturation state magnetic flux and low loss and its high-quality thermal conductivity. Under the same wireless charging work standard, the Nano-M-Sheet raw material has Lower temperature than ferrite cores
7~8℃. In contrast, ferrite core raw materials are very easy to exceed the saturation state. In wireless charging applications, as the temperature rises, the magnetic induction decreases, the shielding characteristics decrease, the vortex increases, and the heat is more serious, resulting in polarization. The characteristics of Nano-M-Sheet raw materials are very stable below 80 ° C. With the increase of temperature, although the magnetic induction decreases, the transformation is not strong.
At the research and development level of nanocrystalline raw materials, reduce Hc of soft magnetic materials and increase Bs to improve alloy composition. For the current 18μm thin nanocrystalline amorphous ribbon, reduce the eddy current loss, improve the frequency network bandwidth, and reduce the thickness of the product to 12~15μm. According to improving the magnetic permeability and improving the consistency of products, the overall goal of quenching the nanocrystalline amorphous strip with constant support force exceeds 12000~15000. According to statistics, when the nanocrystalline amorphous ribbon is subjected to crystallization and constant support force quenching and tempering treatment, it will cause magnetic anisotropy, so that the long and short directions of the thin ribbon become difficult to be magnetized axes, and then the magnetic permeability can be manipulated within a large range. , producing nanocrystalline soft magnetic materials with different permeability. This low-permeability type nanocrystalline soft magnetic material has the characteristics of small eddy current loss, which can suppress the decrease of magnetic permeability under the condition of coincidence of higher frequency and electromagnetic field, so it can be applied to DC accumulation in high-frequency region.
At the technical level of nanocrystalline amorphous ribbon free online insulating layer coating, amorphous will reduce loss, increase frequency network bandwidth, and reduce product thickness to make technical improvements. In the future, Amorphous will also develop and design a soft magnetic powder based on the technology of the casting sheet, which can reduce the eddy current loss, increase the frequency network bandwidth, and reduce the thickness of the product.
Custom message
Related Products